What we do
Prototypes in ABS
Prototypes carried out in ABS P400 using FDM technology are ideal for both aesthetic and functional tests. ABS possesses considerable mechanical resistance which means the prototype can be used even during the final testing phase. Subsequent mechanical processing operations are also possible, such as drilling, threading and painting. Furthermore, the particular construction technique means that the prototype can be ready just a few hours after receiving the mathematical information.
Prototypes using stereolithography
Stereolithography is based on the photopolymerization of a liquid resin, contained in a tank, sensitive to the ultraviolet radiation emitted by a laser source using a system of mirrors. The interaction of the laser radiation with the photopolymer triggers a chemical reaction which results in the solidification of the latter. Prototypes in stereolithography offer, without a shadow of doubt, the best dimensional and surface characteristics.
Prototypes in sintered nylon
This construction procedure uses laser radiation just like stereolithography, but in this case the manufacturing material, nylon powder, is aggregated with adduction heat which melts down the particles of the powder permanently.
Pre-series using silicone moulds
Using the vacuum casting technique, it is possible to obtain, by means of silicone moulds, small series of items which have mechanical, aesthetic and dimensional precision characteristics which are very similar to those of the finished product. The procedure is based on the creation of a silicone rubber mould, starting from an item carried out in fast prototyping. Prototypes in aluminium through precision castingUsing this technology it is possible to carry out pieces in the final material with few limits regarding the complexity of the object. Starting from a three-dimensional file, the sacrificial model in wax is constructed which will be used to create the plaster mould.
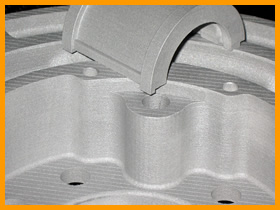
Prototyping of structural parts through aluminium and carbon sinteringThis construction method does not require supports for the item being processed, its protruding or overhanging parts being sustained by the non-sintered powder. The finished item must be extracted and the non-sintered powder removed. No problems arise during the removal of the powder left in the internal cavities.
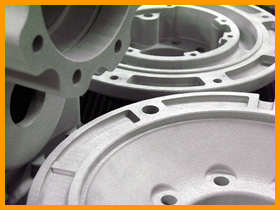
Prototypes in aluminium through precision castingUsing this technology it is possible to carry out pieces in the final material with few limits regarding the complexity of the object. Starting from a three-dimensional file, the sacrificial model in wax is constructed which will be used to create the plaster mould. At this point, the molten metal is poured into the mould which fills the shape of the object by means of a computerised casting system. The pieces are then polished and sandblasted and can be subjected to subsequent mechanical processing in those areas where machining allowance is foreseen. This system carries out final items directly and is extremely suitable for constructing a small series of the same object.
Prototyping of structural parts through aluminium and carbon sinteringThis construction method does not require supports for the item being processed, its protruding or overhanging parts being sustained by the non-sintered powder. The finished item must be extracted and the non-sintered powder removed. No problems arise during the removal of the powder left in the internal cavities. |

")